
Thermal insulation can have significant impacts on design, structure, and system performance, and selecting the right materials for your system is an important decision. Advanced vacuum insulation delivers unique, high-performance solutions for complex thermal problems. If conventional materials have been proving insufficient or ineffective for your system, Insulon® may provide a solution.
The following questions can help you determine if advanced vacuum insulation is appropriate for your application.
What are your system’s thermal requirements?
What temperatures occur in your application?
Finding a material that can not only withstand but provide excellent performance at your system’s operating temperatures is the first step in the insulation selection process. Some materials may experience degradation in performance or durability when taken to higher temperatures.
Traditionally, vacuum barriers have provided insulation for cryogenic applications. Advanced vacuum insulation built with Insulon® Technology can operate in cryogenic and high-temperature environments ranging from -270 to 815+ degrees Celsius.
Would your system benefit from conserving thermal energy?
High-performance thermal barriers can help improve thermal energy conservation by reducing the energy that enters or leaves the system. If your application uses a heater to keep components at a specific temperature, Insulon® may allow you to keep heat in the system and run your heater less and reduce power consumption. For cryogenic storage and cryogenic transport systems, vacuum insulation can reduce material losses by maintaining very low boil-off rates.
Would your system benefit from reduced radiation heat transfer?
For most applications, insulation that reduces heat transfer due to convection and conduction will meet the thermal requirements. For applications that require the highest vacuum insulation performance, particularly those at high temperatures, reducing radiation in addition to convection and conduction can be beneficial.
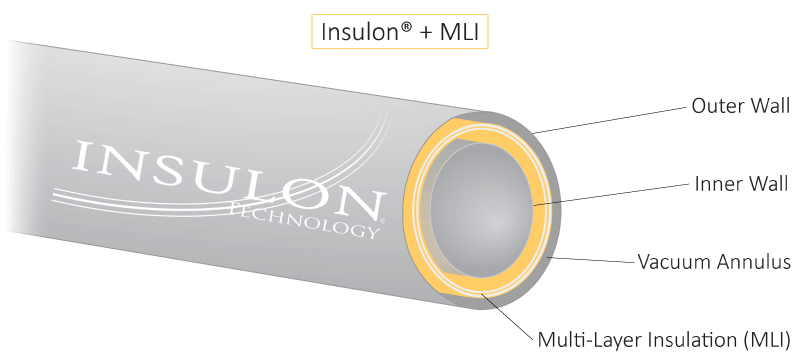
Vacuum Super Insulation includes multi-layer insulation (MLI) installed within the space between the double-walled tube, pipe, or can. MLI works by reflecting radiation away from the protected area. Insulon® Vacuum Super Insulation reduces heat transfer due to convection, conduction, and radiation, offering our highest thermal performance.
What are your system’s material requirements?
Does your system need thin or ultra-thin materials?
If your application has a lot of room to work with, you can probably use more conventional materials. But for applications that require a high degree of thermal performance in a small space, advanced vacuum insulation can offer an excellent solution.
With vacuum insulation, performance does not come from adding materials – it comes from removing materials. We remove gas from the vacuum space between two coaxial tubes, cans, or other geometries. This vacuum space minimizes convective and conductive heat transfer, resulting in high thermal performance. The overall wall thickness of Insulon® products – including the double-walled stainless steel and the vacuum space – can be as low as 0.25 mm.
Does your product require food-grade or food-safe materials?
Vacuum insulation can be an excellent choice for applications that require food-grade or food-safe materials. If you want to avoid having fine powders or fibers near sensitive areas, Insulon® can provide metallic, easily sterilized, non-fibrous thermal barriers.
Does your product require medical-grade or surgical-grade materials?
Vacuum insulation built with corrosion-resistant, easily sterilized metals can provide solutions for medical and surgical applications. For example, Insulon® sheaths provide ultra-thin thermal barriers for thermal ablation therapies such as cryoablation.
Insulon® can have an overall wall thickness as low as 0.25 mm. This ultra-thin design can also be beneficial for medical or surgical applications by maintaining the minimally invasive nature of many procedures.

Are you concerned about corrosion under insulation (CUI)?
One significant risk associated with insulated piping is the risk of corrosion under insulation (CUI). Corrosion can be a time-consuming and expensive problem. Vacuum insulated pipes help to mitigate the risk of CUI in two ways. First, they are built with naturally corrosion-resistant metals such as stainless steel. Second, there are no materials for moisture – and ultimately, corrosion – to get underneath. The external surface of the pipe is exposed stainless steel, for a low-maintenance solution: no more unwrapping and re-wrapping insulation materials around pipes for inspection.
Does your system have structural requirements?
Do you need materials with high mechanical strength?
When engineering vacuum insulation, thermal and structural requirements influence material selection. The most common materials we use to build Insulon® include stainless steel, Inconel, and other alloys. These durable, mechanically robust materials help build long-lasting, reliable thermal insulators that can be designed to resist vibration and pressure.
Do you need a hermetically sealed insulation package?
Hermetically sealed, insulated packages with feedthroughs can protect delicate components or substances from thermal exposure while providing a pathway to the external environment. For example, applications that use sensors or probes may benefit from this design. Concept Group LLC designs and manufactures both vacuum insulation and glass-to-metal seals to produce a complete assembly in-house.
What are your engineering and manufacturing requirements?
Do you need custom components produced at high volume?
Our engineering and manufacturing capabilities allow us to design unique, customized thermal barriers and produce them in large quantities. Our engineering team designs high-precision, one-of-a-kind, customized insulation solutions. Our manufacturing team then produces these highly specialized components in the hundreds, thousands, or millions while maintaining rigorous quality control standards.
Our expertise
Our engineers are experts in designing customized insulation solutions based on the complex needs of your application. From component-level parameters to system-level parameters, we consider all aspects to help you optimize your product for peak performance.