For cryogenic processes in nutritional product manufacturing, the most important feature of an insulated hose is its ability to maintain consistent, ultra-low temperatures during cryogen delivery. In high temperature applications, hoses must be able to handle thermal variations while maintaining chemical resistance.
In both low and high temperature applications, Insulon Vacuum Jacketed Hose helps ensure maximized product yield, preserve the integrity of sensitive ingredients, and enhance production efficiency. Option to use Insulon over PTFE and PFA tubing for high-purity applications.
Shop Insulon Hose →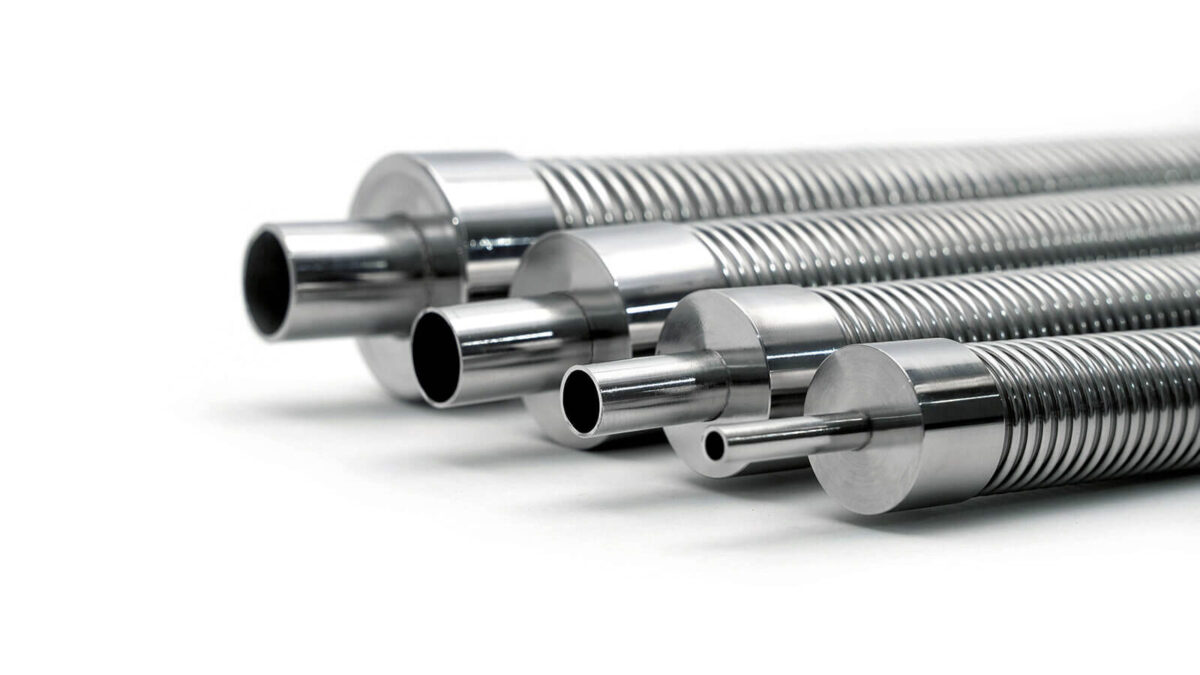
Features
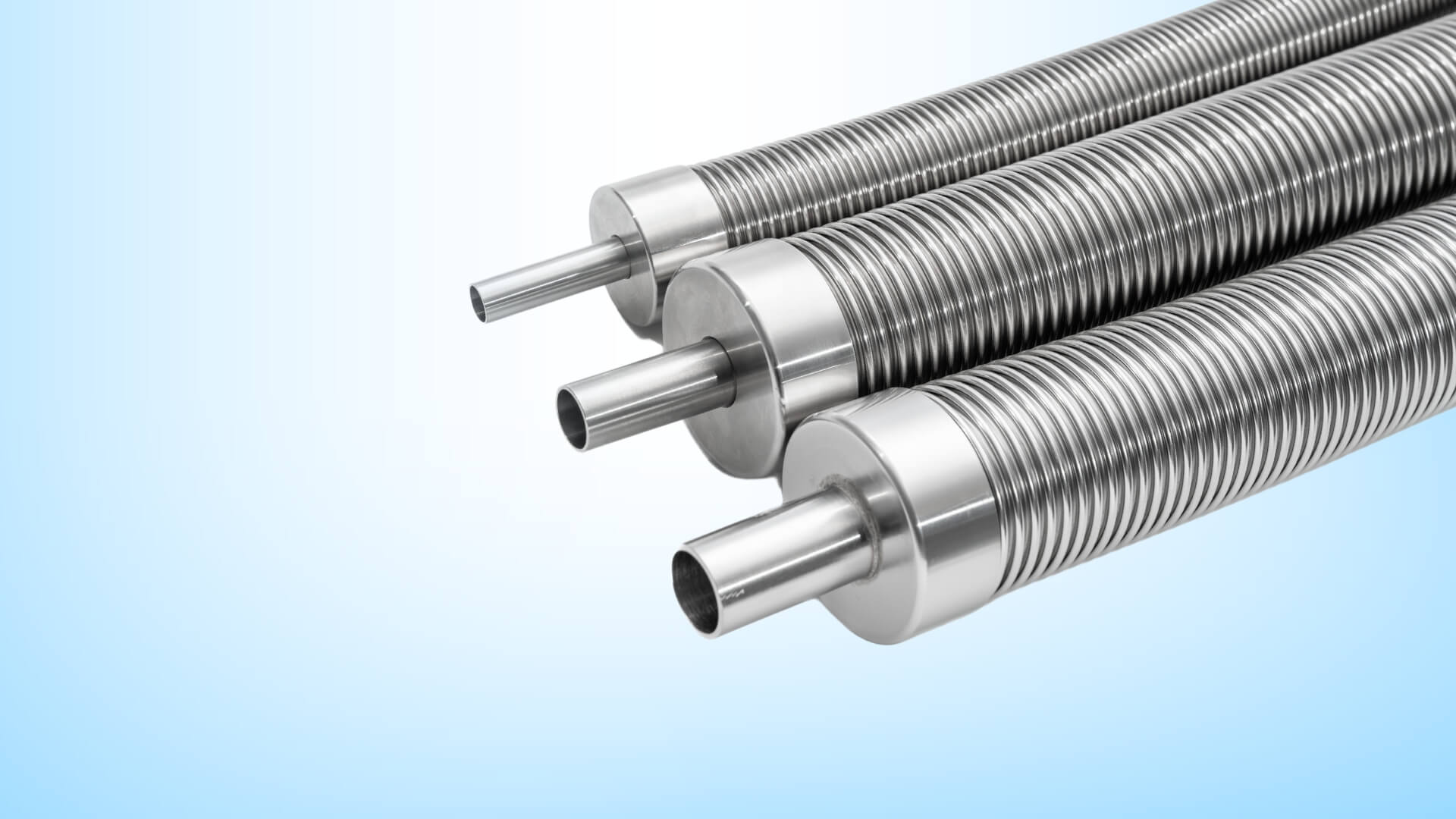
- Insulon vacuum insulation for maximum thermal performance
- Hose sizes include 1/4″, 3/8″, 1/2″, 3/4″, and 1″ ID; Lengths up to 20 meters
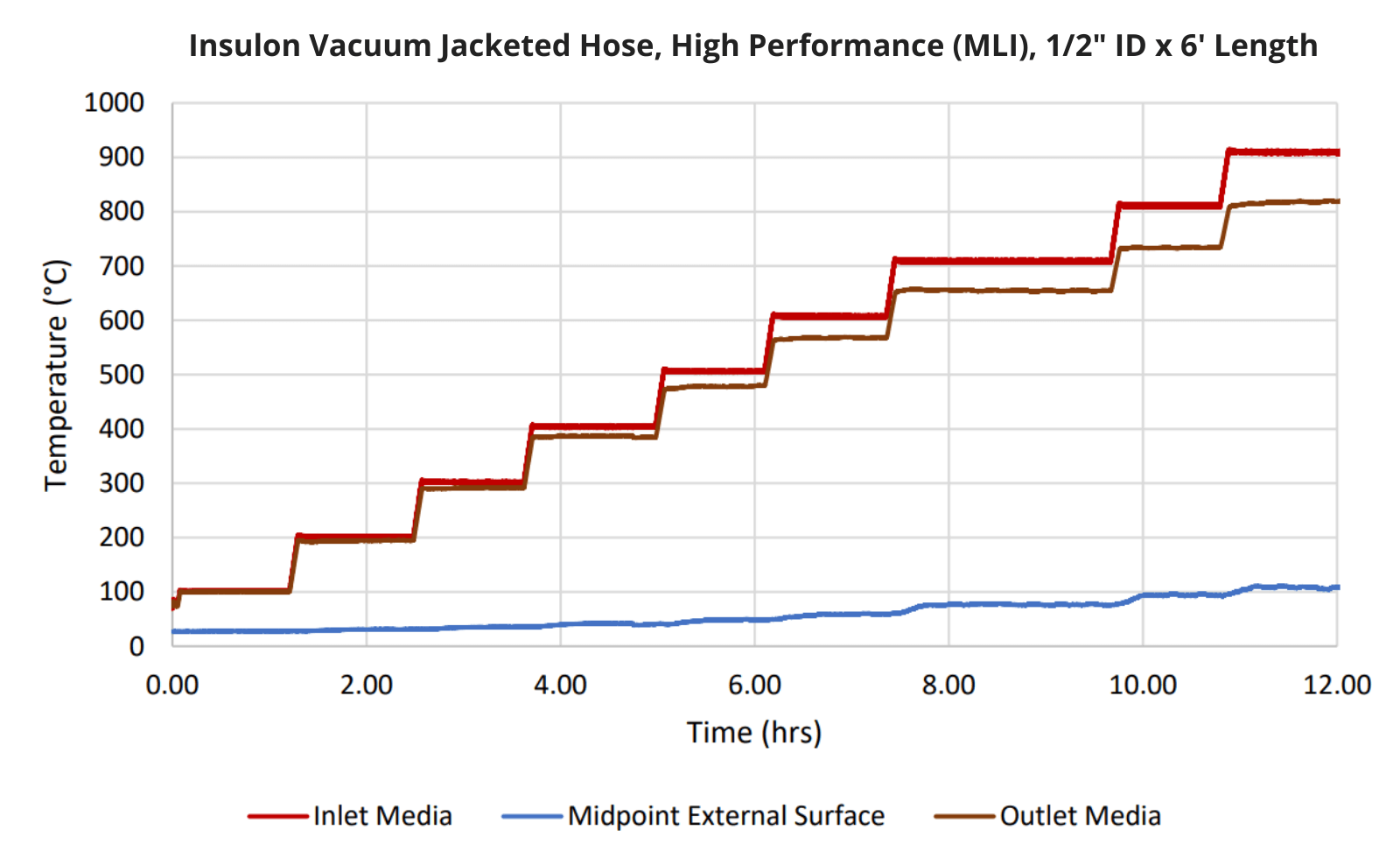
- Operating temperature: -270 to 815°C (-454 to 1500°F)
- Low-pressure and high-pressure options
- Select between standard and MLI thermal performance
- Food-grade 316 stainless steel
- Option to use a PTFE or PFA liner for applications that require smooth internal bore or non-metallic wetted surfaces
- PTFE/PFA sizes include 1/16″, 1/8″, 1/4″, 3/8″, 1/2″, and 3/4″ OD
Benefits
- Reduce losses due to boil-off or evaporations in cryogenic applications
- Reduce heat dissipation in high-temperature processes
- Improve system performance to reduce downtime and maintenance
- Preserve sensitive ingredients including bioactive compounds
- Protect against thermal degradation during cryogenic or thermal processes
- Ensure precise temperature control
- Maintain thermal stability to minimize process variability
- Boost operational efficiency and enhance product quality
Applications
- Controlled atmosphere packaging (CAP) including cryogenic delivery for oxygen displacement
- Cryogenic milling and grinding
- Encapsulation and coating
- Freeze-drying (lyophilization)
- Heat-assisted extraction including solvents and bioactive ingredients
- Sterilization including steam and cleaning agents
- Heated fluid transfer including transfer oils, process water, and other high temperature fluids
PTFE and PFA liners for high-purity applications
PTFE and PFA liners can be used with Insulon Vacuum Jacketed Hoses for high-purity applications requiring a smooth internal bore or non-metallic wetted surfaces. PTFE/PFA can be used in both low and high temperature applications, up to approximately 260 degrees Celsius.
- Smooth internal bore
- Non-metallic wetted surfaces
- Chemical resistance
- Cleanliness for high purity fluids
- Ultra-high performance thermal insulation
- Easy installation; no wrapping of insulation materials

Additional Resources
The right insulated hoses reduce load on temperature control equipment
Reduce cryogenic boil-off losses up to 45% with Insulon Hose with MLI
As chiller temps get colder, semicon fabs turn to vacuum insulated chiller hoses